 +86 17753100577
+86 17753100577 manager@beflooring.com
manager@beflooring.com




Какой лучший производитель ламинированных напольных покрытий?
30 марта 2025 г.
Ключевые точки контроля производственного процесса на заводах по производству напольных покрытий
В производстве напольных покрытий spc или ламинированный пол производства, контроль качества и управление производством имеют решающее значение. Вот ключевые области, на которые фабрики по производству напольных покрытий должны обращать особое внимание в процессе производства, а также соответствующие пункты управления:
I. Контроль сырья
Выбор субстрата
Ламинированные полы: Убедитесь, что плотность HDF ≥850 кг/м³ и эмиссия формальдегида соответствуют стандартам (ENF/E1).
Напольное покрытие SPC: Точное соотношение каменного порошка и ПВХ (обычно 60-70% каменного порошка), исключающее загрязнение примесями.
Декоративные и износостойкие слои
Контролируйте изменение цвета декоративной бумаги, обеспечивайте равномерное покрытие оксидом алюминия (≥30 г/м²).
Клеящие вещества Экологические стандарты
Используйте клеи, не содержащие формальдегида (например, MDI) или с низким содержанием формальдегида, регулярно проходящие проверку на отсутствие формальдегида.
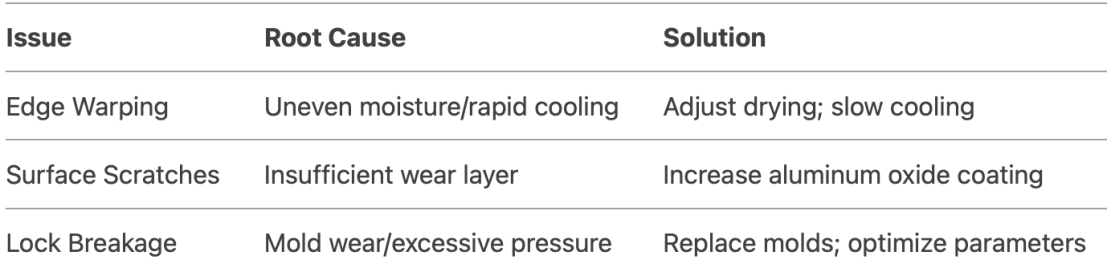
VI. Профилактика общих проблем

II. Основные средства контроля производственного процесса
Процесс прессования ламинированных полов
Точный контроль температуры (180-220°C) и давления (300-400 тонн) для предотвращения расслаивания или образования пузырей.
Охлаждение: Постепенное охлаждение во избежание деформации от внутреннего напряжения.
Точность резки
Соблюдение допусков размеров в пределах ±0,2 мм; высокоточные пресс-формы для замковых систем (например, Unilin, Valinge).
Обработка поверхности
SPC Flooring: Обеспечьте полное УФ-отверждение (интенсивность ≥800 мДж/см²) для устойчивости к износу и царапинам.
Водостойкая обработка
Ламинированные полы требуют замков с восковым уплотнением; сердечники SPC требуют испытаний на водонепроницаемость (≤3% водопоглощение за 24 часа).
III. Проверка качества
Тестирование физической работоспособности
Износостойкость ламинированных напольных покрытий: испытания по методу Табера (AC3 ≥2500 циклов, AC4 ≥4000 циклов).
Устойчивость ламинированных напольных покрытий к ударам: Испытание на падение стального шара (шар весом 1 кг с высоты 1 м, без вмятин).
Экологические испытания
Пакетный отбор проб на формальдегид, летучие органические соединения, тяжелые металлы (в соответствии с EN 13329, CARB NAF).
Устойчивость размеров
Смоделируйте изменения влажности/температуры (например, 80°C/95%RH в течение 48 часов), наблюдайте за скоростью расширения (оптимально ≤0,5%).
IV. Упаковка и хранение
Защитная упаковка ламинированного напольного покрытия виниловый пол заказать
Защита кромок + влагонепроницаемая упаковка (упаковано при влажности ≤60%).
Управление складом
Избегайте попадания прямых солнечных лучей; высота штабеля ≤1,5 м (предотвращение деформации); принцип FIFO.
V. Охрана окружающей среды и безопасность
Контроль выбросов
Установить систему очистки ЛОС (например, активированный уголь + сжигание RTO) для прессования.
Управление пылеобразованием
В цехах резки требуются системы пылеудаления (PM2.5 ≤50 мкг/м³).
Переработка сточных вод
Перерабатывайте охлаждающую воду для полов SPC, чтобы предотвратить загрязнение каменным порошком.
VI. Постоянное совершенствование
Цифровое управление: Внедрите MES для мониторинга в режиме реального времени (оповещения о температуре/давлении).
Инвестиции в НИОКР: Разработка антибактериальных/звукоизоляционных полов (например, покрытие ионами серебра).
Обратная связь с клиентами: Создайте системы отслеживания (от партии до заказа).
Резюме: Основа производства напольных покрытий - "контроль стабильности". Сквозная стандартизация от материалов до готовой продукции в сочетании с экологичностью и интеллектуальными обновлениями обеспечивает конкурентное преимущество. Для поддержания эффективности системы рекомендуется регулярно проводить аудиты по стандарту ISO 9001.